One-on-one consultation
Scan QR code to consult
Contact: +86 15884474332
 Professional & Reliable · PhD Expert Team
Professional & Reliable · PhD Expert Team Credit Payment · Test First, Pay Later
Credit Payment · Test First, Pay Later High Cost-effectiveness · Quality & Affordable
High Cost-effectiveness · Quality & Affordable Earn Points · Exchange for Rewards
Earn Points · Exchange for Rewards Easy Reimbursement · Official Contract & Invoice
Easy Reimbursement · Official Contract & Invoice Reports Available · Apply Now
Reports Available · Apply Now



- 2045 times
- Bookings:
- Average 10 working days
- Service Period:
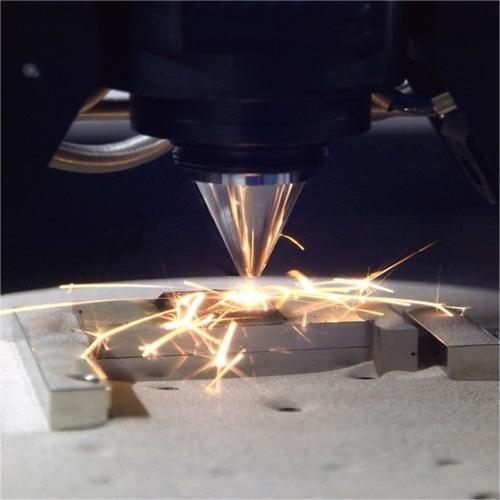
金属3D打印被认foris所have3D打印of顶点. 谈到强度and耐用性, 没have什么能比得上金属. most早of金属3D打印专利isDMLS (直接金属激光烧结) , 由德国EOSin1990年代获得. 从那时起, 金属3D打印逐渐发展出了许多种类of打印工艺. 现in, 每台金属3D打印机usually都会using以下四类工艺中of一种: 粉末床融合, 粘合剂喷射, 直接能量沉积and材料挤压.

直接金属激光烧结 (DMLS) : 可用于几乎任何金属合金构建物体. 直接金属激光烧结in要打印of表面上散布一层very薄of金属粉末. 激光缓慢而stable地穿过表面以烧结这种粉末, 金属内部颗粒融合in一起, 即使没have被加热到完全熔化状态. 然后施加并烧结额外of粉末层, 从而一times“打印”物体of一pcs横截面. 打印完成后, 物体会慢慢冷却, 多余of粉末can从构建室中回收并循环using. DMLSofmainly优点is它生产of物体没have残留应力and内部缺陷, 这对于高应力下of金属部件 (for example航空航days或汽车零件) 极forimportant, 而mainly缺点isvery昂贵. 选择性激光熔化 (SLM) : using高功率激光将每一层金属粉末完全熔化, 而不仅仅is烧结, 这样产生of打印物体very致密and坚固. 目前, 这项工艺只能用于某些金属, for example不锈钢, 工具钢, 钛, 钴铬合金and铝. SLM制造过程中出现of高温梯度也会导致most终产品内部出现应力and错位, 从而损害物理性能. 电子束熔化 (EBM) : with选择性激光熔化very相似, be able to生成致密of金属结构. 这两种技术of区别in于EBMusing电子束而不is激光来熔化金属粉末. 目前, 电子束熔化只能用于have限数量of金属. 尽管也canusing钴铬合金, 但钛合金仍is这种工艺ofmainly原材料. 这项技术mainly用于制造航空航days工业of零件.



聚合物细丝或浸have金属小颗粒of线材按照设计形状逐层3D打印. 清洗3D打印部件, 去除一些粘合剂. 将零件放入烧结炉中, 金属颗粒熔化成固体金属.




服务类型
从头设计建模
已have模型金属打印
表面光洁度: 金属3D打印件in制造完成后, 其表面往往较for粗糙, 这is因for打印过程中金属粉末of层层堆积会形成不平整of表面. for了改善表面光洁度, usuallyneed进行后process, such asCNC加工, 喷丸或喷砂etc.. 但neednoteofis, 提高表面光洁度可能会增加材料成本, 因此needin光洁度and成本之间取得平衡.
孔隙Question: 由于金属3D打印工艺本身或粉末原因, 零件内部可能会形成微小of孔隙. 这些孔隙会降低零件of整体密度, 并可能导致裂纹and疲劳Questionof出现. 孔隙of形成可能with激光功率, 粉末尺寸and层厚etc.因素have关. for了避免孔隙Question, needoptimize打印参数and粉末质量.
密度Question: 零件of致密度with孔隙量成反比. 孔隙越多, 密度越低, 零件of强度and耐用性也会受到影响. 因此, in金属3D打印过程中, need密切关注零件of密度, 确保达到设计要求.
残余应力: 金属3D打印过程中, 由于冷热变化and膨胀收缩过程, 零件内部会产生残余应力. 当残余应力超过材料或基板of拉伸强度时, 可能导致零件出现裂纹或基板翘曲etc.Question. for了降低残余应力, canoptimize打印参数and热process工艺.
金属3D打印技术虽然具have许多优势, 但in实际应用过程中也会遇到一些常见Question. 以下is一些金属3D打印中常见ofQuestion要点:
除了以上常见Question外, 金属3D打印还neednote一些其他事项. for example, 螺纹recommendadopting攻牙方式而非直接打印; 壁厚, 槽宽and字体大小need满足一定of打印要求; 对于need装配of产品, need提前考虑装配间隙and加工余量etc.Question.
